Вход в личный кабинет
Если Вы незарегистрированы на портале, то можете сделать это бесплатно. После регистрации Вы получите доступ в личный кабинет.
РегистрацияСтатьи компаний
Первый шаг к успеху вашей пекарни: подбор и оптимизация оборудования
Система растаривания РУ2-Ш100 от Элемаш
В трендах новых продуктов питания планирует развиваться компания патриотки РФ Анны Быковской
III Форум «КЕЙТЕРИНГ + ИВЕНТ СИБИРИ – 2024»: событийная индустрия как драйвер развития региона
Просеиватель вибрационный УП-41
Рекламные конструкции: Мощный инструмент привлечения внимания и увеличения продаж
Линии и оборудование для производства сыра, творога, сыроизготовители.
« назад в каталог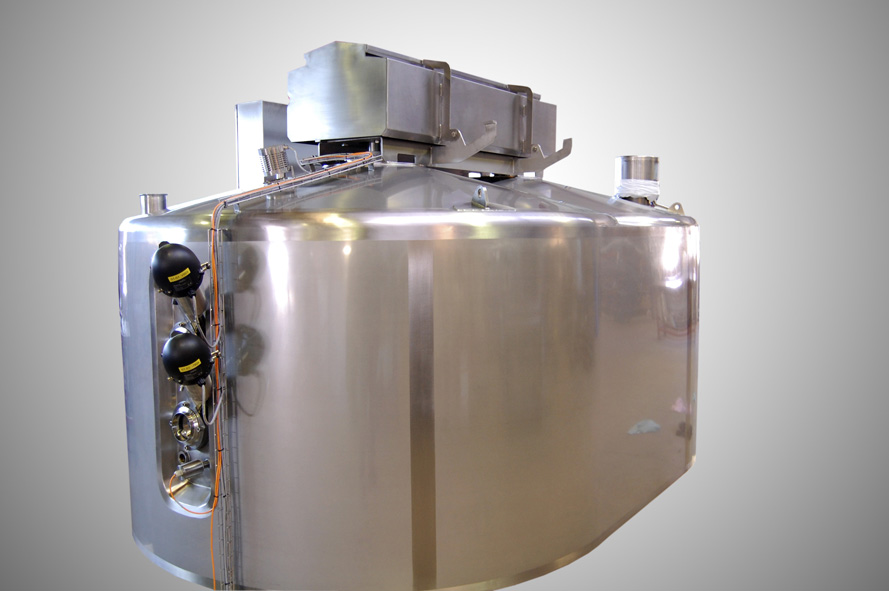
линии иоборудование для производства сыра творога. сыроизгот овители.
24.02.2024 Линии и оборудование для производства сыров,т...
Линии и оборудование для производства сыра, творога, сыроизготовители.
Преимущества сыроизготовителей NDT
- сдвоенное «О» и торо сферическое дно
Сыроизготовители NDT, имеющие геометрическую форму сдвоенного «О», успешно используются с 1972 года с торо сферическим дном, и в конце 80-х годов были усовершенствованы на основании научных исследований и обширного опыта их применения.
Компания «Nordic Dairy Technology ApS» обладает оригинальной технологией, основывающейся на знании процессов, происходящих в подобных сыроизготовителях, и на детальных характеристиках технологии торо сферического дна.
Белковый сгусток режется в сыроизготовителе на вертикальные полоски, которые медленно начинают вращаться вместе с ножами. Торо сферическое дно в сочетании со скоростью вращения ножей придает такое движение разрезанному белковому сгустку, которое заставляет эти вертикальные полоски изменять угол в зависимости от скорости вращения ножей. Это означает, что разрезанные полоски сгустка режутся на более мелкие кусочки по мере их движения в сыроизготовителе.
Ключевым моментом в обеспечении оптимального движения с целью получения сырного зерна требующегося и максимально одинакового размера является именно конструкция сдвоенного «О» и торо сферического дна со своими специфичными размерами и геометрической формой.
Выход продукта из сыроизготовителей NDT примерно на 1-3% выше по сравнению с любым другим сыроизготовителем современной конструкции. Более того, благодаря форме сыроизготовителей NDT образуется меньше мелочи и пыли.
Торо сферическое дно и форма сдвоенного «О», не имеющие острых углов, увеличивают площадь нагревания/охлаждения, что способствует более щадящей обработке сырного зерна без резких температурных изменений и с равномерным распределением температуры.
Две мешалки сыроизготовителя перемешивают сырное зерно в форме «8» самым щадящим образом, что повышает нагревательную способность. Кроме того, сырное зерно можно перемешивать быстрее без ущерба и разрушения благодаря щадящему воздействию лопастей мешалок. Скорость мешалок можно регулировать от 0,5 до 10 об./мин.
В наших сыроизготовителях можно варить любой сыр: мягкий (например, моцарелла, паста филата, сулугуни), сычужные сыры российского и голландского типов, включая пармезан, творог, зерненый творог, хотя последний лучше производить в горизонтальных сыроизготовителях NDT.
Сыроизготовители комплектуются клапанами Alfa Laval, Bürkert, подвижным сывороточным фильтром типа «NIZO», электромотором с редукторами верхнего расположения для облегчения обслуживания, герметичным люком с защитной решеткой и предохранительным реле.
Система управления основывается на ПЛК Siemens Simatic 7 с 10 автоматическими программами (рецептами) варки сыра + программа СИП-мойки. Управление осуществляется в автоматическом режиме с возможностью переключения на ручной режим.
Диапазон производимых сыроизготовителей NDT: от 1 000 до 30 000 литров.
Сыроизготовитель, 5000 л, Ввод в эксплуатацию сыроизготовителя 5000 л
после заводских испытаний
перед отгрузкой заказчику
Пример сыроизготовителя вместимостью от 8 000 до 12 000 литров
Внутренняя часть сыроизготовителя с торо сферическим дном
Внешний вид сыроизготовителей NDT
N D T
Чан-сыроизготовитель
Форма - сдвоенное «О»
Руководство по эксплуатации
5000 л
1. Электропитание
Электропотребление (чан 5000 л): 1,5 кВт.
Подключение: 3 x 380/415 В - 50 Гц + 0 + «земля».
Скорость мешалки: макс. 10 об./мин, мин. 1 об./мин.
На преобразователе частоты необходимо удостовериться, что показатели скорости не превышаются.
В связи с тем, что контроль скорости перемешивания/резки осуществляется статическим преобразователем частоты, чан невозможно дополнительно защитить посредством автоматического выключателя при броске тока, а только заземлением преобразователя частоты (смотрите Руководство преобразователя частоты).
2. Подача сжатого воздуха
Для управления пневматических клапанов используйте сухой сжатый воздух (со смазкой масляным туманом). Минимальное давление 6 бар. Линия подачи – шланг, Ø 6 мм.
3. Линия подачи пара/обогрев
Стандартное подключение пара: DN32.
Рекомендуемое давление пара: 0,5 – 2,0 бар.
Обычный расход пара для чана 5000л составляет примерно 300 кг/час.
4. Подсоединение к линии СИП
Чан стандартной конструкции оборудован 2 чистящими турбинами диаметром 1 ½ дюйма (Ø 38 мм).
Расход каждой турбины составляет примерно 12 м3/час при давлении 2 бара.
Рекомендации по использованию чана-сыроизготовителя
Следующая информация представляет общие инструкции использования чана-сыроизготовителя N D T, имеющего геометрическую форму сдвоенной буквы «О», для производства твердого или полутвердого сортов сыра. По другим сортам сыра технологический процесс может отличаться. Числовые показатели, приводимые в инструкциях, могут отличаться при наполнении чана большим или меньшим объемом молока.
ПОДАЧА МОЛОКА
Включить мешалку (вращение по часовой стрелке) со скоростью примерно 5 об./мин.
ВНЕСЕНИЕ ЗАКВАСКИ
Закваска вносится только после того, как дно сыроизготовителя полностью закрыто молоком.
ДОБАВЛЕНИЕ СЫЧУГА
При добавлении сычуга перемешивание длится 2 минуты со скоростью 7 об./мин. По окончании перемешивания с мин. скоростью мешалка должна выключаться. Потом мешалка опять включается для резки сгустка (вращение против часовой стрелки) - 2 или 3 оборота. После этого мешалка останавливается для коагуляции.
РЕЗКА
Резка начинается при скорости 4 об./мин и длится примерно 3 - 4 минуты. Затем скорость увеличивается примерно до 6 об./мин в течение 3 минут, и до 7 об./мин в течение 2 минут.
Последняя стадия резки может иметь разную продолжительность в зависимости от типа производимого сыра и требуемого размера сырного зерна. Отметьте, пожалуйста, что при последующем перемешивании размер сырных зерен уменьшится.
ПРЕДВАРИТЕЛЬНОЕ ПЕРЕМЕШИВАНИЕ СЫРНОГО ЗЕРНА
После резки мешалка переключается на режим перемешивания (вращение по часовой стрелке): скорость 4 об./мин в течение примерно 6 минут. Затем скорость можно увеличить до 7 - 8 об./мин до первого слива сыворотки.
ПЕРВЫЙ СЛИВ СЫВОРТКИ
Первый слив сыворотки можно выполнять до или после нагрева в зависимости от требований. За 2,5 минуты до первого слива мешалку останавливают. Сырное зерно опускается на дно чана и позволяет, таким образом, произвести первый слив.
Если можно слить только 60% сыворотки, потребуется, вероятно, подождать 3 - 4 минуты до открытия клапана слива сыворотки. Обычно чаны подобной конструкции оборудуются двумя сливными отверстиями.
Примечание: изучите механическое описание сыроизготовителя, в котором приводятся точные уровни клапанов слива сыворотки.
После этого можно начинать первый слив сыворотки в течение примерно 2 минут из верхнего сливного отверстия. Затем общее время первого слива можно сократить. Первый слив сыворотки не должен превышать 8 - 10 минут.
Первый слив сыворотки можно также выполнять, используя автоматический фильтр сыворотки, который опускается вслед за понижением уровня жидкости при сливе сыворотки и останавливается при достижении уровня.
Примечание: изучите механическое описание сыроизготовителя.
РЕЗКА ПОСЛЕ ПЕРВОГО СЛИВА СЫВОРОТКИ
Сразу после окончания первого слива сыворотки перемешивание/резка начинается в направлении резки. Резка длится 1 - 2 минуты при скорости 4 об./мин. При этом сырное зерно поднимается со дна сыроизготовителя.
НАГРЕВ
Во время нагрева перемешивание должно проводиться со скоростью 6 - 8 об./мин. Рекомендуемое давление пара при нагреве должно составлять 1 - 1.5 бара. При подключении 2 дюйма расход пара составит примерно 300 кг/час. Температуру можно повышать на 1-1,5oC каждые 2-2 1/2 минуты. Приблизительно за 1oC до достижения требуемой температуры пар отключается.
ПЕРЕМЕШИВАНИЕ ПОСЛЕ НАГРЕВА
После нагрева перемешивание должно продолжаться в течение 20 - 30 минут при скорости 7-8 об./мин для получения плотных зерен.
ПОДГОТОВКА К ОПОРОЖНЕНИЮ
Перемешивание осуществляется со скоростью 6 об./мин. Вероятно, потребуется 1 или 2 раза прекращать опорожнение, чтобы неповрежденные зерна могли упасть с ножей. Подобная процедура иногда облегчается путем
кратковременного изменения вращения на обратное направление. В ходе опорожнения перемешивание должно выполняться со скоростью 8 - 10 об./мин
ЧИСТКА СЫРОИЗГОТОВИТЕЛЯ
Процедура чистки сыроизготовителя согласовывается между заказчиком и поставщиком моющих средств. Обычно мойка проводится следующим образом:
1. Промывка холодной водой примерно 10 мин.
2. Циркуляция раствора (1,5%) каустической соды (NaOH) примерно 20 минут. Температура раствора - 70-80°C.
3. Промывка горячей водой примерно 5 минут (или до тех пор, пока раствор каустической соды не смоется).
4. Циркуляция раствора (1,0%) азотной кислоты (HNO3) при температуре 60-70° в течение примерно 10 минут. Затем раствор кислоты сливается из чана. После слива клапан должен некоторое время оставаться открытым.
5. Промывка холодной водой примерно 10 мин (нейтральное значение рН).
По бактериологическим причинам рекомендуется оставлять выходные клапаны открытыми после слива.
Важно
Чан оборудован надлежащей системой вентиляции. Это значит, что в нормальных условиях вакуум не образуется. Однако вакуум может возникнуть в случае очень быстрой смены промывки холодной водой и промывкой горячей водой. Поэтому рекомендуется избегать подобных случаев.
Сергей, телефон +375 29 3589993, sergeynat@yandex.ru
Примеры:
Производство сыров российских и
голландского типа с жирностью 10-70%
10-12 т/день
Russian and Dutch Cheese types production with fat content of 10-70%
10-12 t/day
Проектные параметры:
Пастеризатор молока 10.000 л/час
Тип сыра: Тильзитер (российский сыр) и Гауда (голландский сыр)
Размер сыра: a) Ø280 x 110-150 мм
a) 250x250 x 110-150 mm
Вес сыра: a) примерно. 8,0 кг (7,0-9,2 кг)
b) примерно. 8,1 кг (6,8-9,3 кг)
Сырное молоко в сутки: >100.000 л
Варок в сутки: 10-12 варок в 3 смены
Объем варки: 6.000 - 10.000л
Выход продукции: Около 10:1
Сыра на варку a) 144 (макс.)
b) 144 (макс.)
Кол-во чанов-сыроизготовителей: 2
Вместимость сыроизготовителей: 10.000 л
Время заполнения чана: 60 мин.
Время процесса в чане: 140 мин.
Время опорожнение чана: 20-40 мин (формонапол. машина)
Время окончат. прессования: Макс. 180 мин.
Макс. давление прессования: 400 г/см2
Головок сыра в мульти форме: a) 4b) 4
Прессовочных секций на туннель: 18
Общее кол-во пресс. туннелей: 4
ПРЕДЛОЖЕНИЕ ПО БЮДЖЕТУ № 10.729.1.A
Оборудование для производства сыров типа Тильзитер и Гауда
Раздел Кол-во Описание
Обработка молока:
01.01 1 25.000 л/час Приемные модули
01.02 1 20 000 л/ч Пастеризатор
01.03 1 15 000 л/ч Сепаратор под сырного молока с автоматической нормализацией
Производство сыров:
02.00 2 NDT Закрытые сдвоенные чаны-сыроизготовители,
10 000л, в комплекте с оборудованием и КИП
03.00 1 HДT ППФН, Под прессовочная и форм наполнительная установка
04.00 1 NDT Закрытая система окончательного прессования,
формы, конвейеры, система обработки форм и КИП
05.00 1 NDT Устройство подготовки технологической воды.
06.00 1 NDT Специальная система посолки российского сыра
07.00 1 СИП станция для участков производства сыра и соления
Cистема соления:
08.00
1 NDT Подготовка рассола состоит из:
Установки растворения соли
- Вакуумная подача соли
- Автоматическое приготовление рассола
- Автоматическое охлаждение рассола
- Микрофильтрация рассола
Система изготавливается из нерж.стали АISI 316.
Теплообменники рассола оснащаются титановыми пластинами.
1 Сушильный туннель для сыра с участка посолки с
дезинфекционной установкой
1 NDT автоматическая система соления со стеллажами и краном
Упаковочная система:
09.00 1 Линия вакуумной упаковки сыра до созревания в
полиэтиленовые/полиамидные пакеты
Обработка сыворотки:
10.01 1 «Чиз Сейвер», 30 000 л/ч
10.02 1 Охладитель сыворотки
10.03 1 Пастеризатор сыворотки 10.000 л/час
10.04 1 10 000 л/ч Сепаратор сыворотки
10.08 1 Комплект клапанов, насосов и трубопроводов и креплений из нержавеющей стали.
Прочее:
12.00 1 Монтаж, шефмонтаж и ввод в эксплуатацию.
13.00 1 Упаковка и транспортировка по Разделам 01.00-12.00
Важные примечания:
Решение финансового вопроса возможно с помощью какого-либо датского банка в зависимости от общей финансовой ситуации в момент подписания контракта.
Альтернативная производительность при макс. 60 000 л под сырного молока / 24 часа:
При замене сыроизготовителей 10 000 л на 5 000 л, прессующих туннелей 2 шт. Х 18 позиций прессования, и соответственного уменьшения количества форм.
(1 прессующий туннель на сыроизготовитель).
Альтернативная производительность при макс. 96 000 л под сырного молока / 24 часа:
При замене сыроизготовителей 10 000 л на 8 000 л, прессующих туннелей 2 шт. Х 25 позиций прессования, и соответственного уменьшения количества форм.
(1 прессующий туннель на сыроизготовитель).
Полное осуществление проекта «ПОД КЛЮЧ»
Линия производства сыра, описываемая по основным компонентам, поставляется на условиях «под ключ»: все оборудование готово к установке, начиная с участка приемки молока и заканчивая упаковкой сыра, за исключением камер созревания сыра. В общем, это означает, что все поставленное оборудование монтируется и подсоединяется к трубопроводам, кабелям питания и системам управления, включая пуско-наладочные работы и обучение операторов, как единый комплекс согласно чертежам.
Заказчик обеспечивает подключение и выполнение следующих работ для завершения линии в точках и с условиями, описываемыми компанией «N.D.T. ApS», если это не включено в обязанности Поставщика как часть объема поставки:
- Электропитание (3x380В + N + заземление; согласно стандартам ЕС)
- Электропитание (230В + заземление; согласно стандартам ЕС)
- Сухой пар при давлении 6 бар в требуемом объеме
- Сухой пар при давлении 2 бар в требуемом объеме
- Система возврата конденсата пара в бойлер
- Система подачи водопроводной воды с фильтрацией в требуемом объеме
- Система подачи воды на установку обратного осмоса и/или нано фильтрации, если поставляются, в требуемом объеме
- Система подачи холодной и теплой воды в требуемом объеме
- Система подачи ледяной воды (3°С или ниже) в требуемом объеме
- Система возврата ледяной воды
- Сухой сжатый воздух (мин. 6 бар) в требуемом объеме
- Прием шлама от сепараторов и бактофуги, если поставляются
- Прием сливок от любого сепаратора, если поставляются
- Прием пермеата от установки обратного осмоса и/или нано фильтрации, если поставляются
- Распределение концентрированной сыворотки из емкостей хранения концентрированной сыворотки, если поставляются
- Прием соленой сыворотки из системы под прессовки/форм наполнения и туннелей окончательного прессования
- Дренажные отверстия в полу требуемых размеров на каждом участке.
-
- Системы фильтрации воды, вентиляции и кондиционирования воздуха не поставляются, если иное не оговаривается в настоящем Предложении.
Система управления
Принцип системы управления таков, что каждая машина работает независимо от других и подсоединяется к панели общего управления с помощью шинного подключения. Контроль каждой машины осуществляется с их панелей управления. Система контроля основывается на ПЛК Siemens S7.
Машины, контролируемые ПЛК:
• Приемные модули
• Баки
• Установки пастеризации и термизации
• Связь с Сепараторами и бактофугой
• Установка подготовки технологической воды
• Участок подготовки соленой воды
• Заквасочные баки
• Чаны-сыроизготовители
• Подпресовочная и форм наполнительная установка
• Туннели окончательного прессования
• Форм моечная машина
• Опорожнение форм
• СИП станции
• Система соления (рассол)
• Система транспортировки, сушки и дезинфекции
Секция 1.
Позиция 01.01
1 шт. - 25000 л/час Приемные модули
Производительность: 25000 л/час
Входная темп.: макс. 20ºC
Выходная темп.: 2 - 6 ºC
Блок смонтирован на общей раме из нержавеющей стали, и включает следующие основные компоненты:
• Пластинчатый теплообменник
• Уравнительная емкость / деаэрация
• Насос перекачки молока, трубы и фитинги
• Система контроля температуры
• Система сбора данных (дата, время, код, литры, температура)
Молоко перекачивается насосом через узел деаэрации, затем через пластинчатый теплообменник (охладитель); общая вместимость до 25000 л/час. Слив молока из молоковозов контролируется уровнем в узле деаэрации. Температура измеряется в узле деаэрации, и охлаждение молока осуществляется в зависимости от температуры. Пластинчатый теплообменник охлаждает молоко до 2-4 ºC. В автоматизированной системе имеется полный контроль температуры и потока. Для измерения объема молока имеется расходомер на каждой линии приемки. Измеренный объем молока фиксируется метрической автоматической системой.
Позиция 01.02
1 шт. – Пастеризатор под сырного молока 20.000 л/час
Описание процесса
Пуск
Оператор вручную подаёт воду в уравнительный бак, включает насос подачи молока с пульта управления и запускает подачу горячей воды и пара. После заливки можно закрыть водяной кран.
Затем он приводит систему к температуре «стерилизации» и удерживает, пока есть продукт; система в этот момент на ручном отводе холодного конца.
Температуру пастеризации и охлаждения показывает самописец, температура горячей воды контролируется стандартной термопарой.
Оператор затем устанавливает маршрут подачи для заполнения уравнительного резервуара.
Он направляет воду к сбросу в задней части, охлаждая систему до рабочих температур холодной водой. Маршрут подачи молока установлен. При низком уровне в уравнительном резервуаре включена подача молока. Когда молоко поступает в холодную часть, оператор устанавливает маршрут так, чтобы позволить ему продвигаться далее. На молоке производится настройка температуры пастеризации.
Отказоустойчивость/аварийное оповещение
Если продукт находится при температуре (высокой), прозвучит аварийный сигнал, и система перейдёт в режим отвода. Затем оператор изучает ситуацию.
Отключение
Процедура обратна пуску.
Без разборная мойка (СИП)
По окончании производства установка очищается из уравнительного резервуара.
Мойка СИП производится из СИП-системы.
Полевые КИП
3 жаростойких термометра
Подходящие локальные термоиндикаторы.
2 датчика уровня (уравнительный бак).
1 бесконтактная тарелка входного потока.
Общие указания:
Установка монтируется на салазках и проверяется на заводе (в холодном состоянии) перед отгрузкой. Установка выпускается с сертификатом измерения времени удержания.
Установка укомплектована блоком подготовки воздуха и пневматическим трубопроводом / электрическими кабелями, монтируемыми в кабеле проводе.
Опорная рама полностью закрыта и смонтирована на регулируемых опорах для упрощения установки и регулировки.
Позиция 01.03
1 шт. – 15 000 л/ч Сепаратор под сырного молока и автоматический узел нормализации
Секция 2.
Позиция 02.01
2 шт. - 10.000л Закрытый чан-сыроизготовитель (форма – сдвоенное О) тарельчатым дном
Вертикальные облицованные нержавеющей сталью чаны, установленные на ножках из нержавеющей стали. Оснащены установленной сверху мешалкой с двумя подшипниками и двумя центральными выходами для варианта тарелка-дно. Все кабели проложены в лотках из гигиенической нержавеющей стали для лучшей очистки и гигиены.
Нагревание осуществляется специальной системой прямой подачи пара снизу и с боков. Охлаждение – системой распыления снизу и с боков.
Емкость: (Номинальная) 10 000 литров.
Практическая: 6 000 – 10 000 литров.
Размеры:
Длина 3 950 мм
Ширина 2 600 мм
Высота 3.050 мм
Высота с сывороточным фильтром 3.200 мм
Выходное отверстие 360 мм
Вес-нетто (прибл.) 3 000 кг.
Материалы: Нержавеющая сталь
Внутренняя облицовка 3 мм «AISI 304»
Верх чана 4 мм «AISI 304»
Внутренне дно - тарелка 4 мм «AISI 304»
Внутреннее дно - плоское 3 мм «AISI 304»
Промежуточный корпус 2 мм «AISI 304»
Внешний корпус/дно 2 мм «AISI 304»
Крышка редуктора 2 мм «AISI 304»
Теплоизоляция 50 мм мин вата
Отделка:
Чан снаружи и изнутри холоднокатаный с поверхностью 2В и сварными линиями, полированными до зернистости 180.
Внешняя облицовка – полностью сварная из нержавеющей стали.
Изоляция: 50 мм мин вата.
Опоры: 4 ножки из нержавеющей стали с регулируемыми шаровыми ножками и половыми пластинами, принятыми 3А.
Производственное испытание
Все сварные швы корпуса при изготовлении проходят дефектоскопию.
Гидравлические испытания проводятся на водяной рубашке.
Испытания проводятся водой в цеху перед отправкой на площадку.
Оснастка:
Верх
Один - Постоянно открытый вент клапан для предотвращения деформации емкости под воздействием давления или вакуума при закрытом люке.
Один - Герметичный люк с защитной решеткой и фиксатором.
Один - 3-дюймовое антипенное входное отверстие, размещенное в 4-дюймовом фитинге. 3-дюймовый антипенный фитинг расположен внутри 4-дюймовой головки во время эксплуатации и может легко сниматься путем отсоединения 4-дюймового фитинга.
Два - Соединения СИП с шаровыми распылителями – 1 ½ дюйма.
Один - Инспекционное освещение.
Дно:
Два - 4-дюймовые пневматические выпускные клапаны.
Один - Соединение для пара, включая паровой клапан.
Один - Соединение для возврата конденсата
Дополнительно:
Один - Соединение для температурных датчиков РТ 100, расположенное прямо на внешней поверхности внутренней облицовки.
Один - Соединение для датчиков давления (контроля уровня), расположенное прямо на внешней поверхности внутренней облицовки рядом с РТ 100.
Один - 3-дюймовый пневматический клапан для выхода сыворотки
Мешалка:
Один - Механический привод на верху чана, состоящий из двух редукторов и одного электромотора 3,0 кВт. Скорость мотора изменяется преобразователем частоты от 3 до 12 об/мин.
Два - Донные подшипники из фторопласта для направления мешалки.
Сывороточный фильтр:
Один - Подвижный сывороточный фильтр типа «NIZO», управляемый реле уровня, и поверхность уровня сыворотки, при остановленной мешалке.
Фильтр поднимается и опускается мотором, размещенным под крышкой для верхнего расположения редуктора.
Полностью автоматизированная рабочая панель:
Одна автоматическая панель управления для автоматического производства сыра и управления чаном, оснащенная автоматическими клапанами. На основе «Siemens S7» с операторским пультом. Все функции выполняются с пульта, как в автоматическом, так и в ручном режиме. Программирование производства сыра с количеством программ до десяти (10) и (1) программой СИП.
Позиция 02.02
1шт – Платформа для 2 чанов-сыроизготовителей НДТ
Изготовлена из нержавеющей стали класса «AISI 304».
Примерная площадь 10 м2
Позиция 02.03
1 шт. – Комплект необходимых для этой секции клапанов,
насосов и труб из нержавеющей стали
Включает следующие насосы:
• 1 специальные насосы для сырного зерна с преобразователем частоты
• 1 специальные сывороточные насосы для сыроизготовителей
• 1 специальный насос возврата СИП для сыроизготовителей
Секция 3.
Позиция 03.01
1шт - NDT ППФН, Под прессовочная и форм наполнительная установка с и без сыворотки в процессе формования сыра
Для формовки и под прессовки круглых и прямоугольных головок сыра без сыворотки в процессе формования. Размеры (ДхШхВ): 3000x3000x5000 мм.
Производительность: наполнение до 2 мульти форм/мин.
Включает:
• Конвейерная лента с сепаратором для управления входом и выходом форм.
• Набор колонн (компактного типа) для сыра ø280мм/250x250mm
• Платформа машины, подготовленная для колонны
• Хранилище и шкаф СИП для колонн (1 формат)
• СИП-мойка.
• Расход воздуха: 400 л/мин при 6 кг/см².
• Мощность: 3,0 кВт
Дозировочно-формовочная машина, электрического/пневматического линейного типа, что определяет новую концепцию непрерывной, линейной, под прессовочной системы, слив сыворотки, порционирование и формование головок сыра.
Машина работает автоматическими циклами, адаптирована и синхронизирована с остальной производственной линией. Она гарантирует точную дозировку для получения постоянных размеров и веса с полным использованием сырного зерна путем повышения эффективности и производительности в максимально гигиеничных условиях.
Сырное зерно и сыворотка/вода подаются через верхнее входное отверстие и через дополнительное сито слива, в случае под прессовки без сыворотки, и периферийный вход непосредственно в камеру распределения над колоннами, в случае под прессовки с сывороткой.
Сырное зерно распределяется в распределительной камере мешалкой с регулируемой скоростью для обеспечения наилучшего и равномерного распределения в каждой колонне.
ПРИНЦИПЫ РАБОТЫ
При под прессовке сыра без сыворотки сырное зерно падает/перемещается непосредственно в каждую колонну из камеры распределения. Сыворотка/вода возвращаются в обратную уравнительную ёмкость.
При под прессовке сыра с сывороткой она сливается регулируемым и управляемым путём, т.е. сырное зерно движется вниз и под прессовывается в колоннах. Система обеспечивает непопадание воздуха в колонны во время под прессовки.
Когда колонна заполняется сырным зерном, нож отходит назад и опускает сырное зерно, затем движется вперед и режет его точно по высоте. Отрезанный блок под прессовывается несколько секунд, потом опускается на горизонтальную платформу с тензодатчиком для взвешивания и опускается в гнездо мульти формы.
Процедура повторяется дважды в минуту.
Отрезание блоков регулируется по заданному значению веса и результатам последних отрезанных блоков.
Давление перед опусканием блоков в мельтиформы можно отрегулировать в диапазоне 0 – 1000 г/см2
Мульти формы в позиции наполнения на конвейере контролируются согласно циклам под прессовочной и форм наполнительной установки (ППФН).
Во время СИП-мойки ППФН мульти формы проходят под ней без остановки.
В ходе под прессовки и наполнения форм с сывороткой уровень сыворотки в каждой секции и слив сыворотки тщательно контролируются.
Позиция 03.02
1 – Комплект необходимых клапанов, насосов, труб и фитингов (нержавеющая сталь) для этой секции.
Включает следующие насосы:
• 1 специальный насос для сырного зерна с частотным преобразователем
• 1 специальный насос для возврата СИП
Секция 4.
Позиция 04.01
1 шт. - Аппликатор крышек «NDT»
Описание функции:
Из положения перед аппликатором крышек многогнездная форма с блоками сырного зерна транспортируется в неподвижное положение в аппликаторе крышек. Из положения ожидания непосредственно перед аппликатором крышка транспортируется в неподвижное положение в аппликаторе. Крышка захватывается захватом и помещается наверх формы вертикальными и горизонтальными движениями.
Конструкция:
Аппликатор крышек изготовлен из нержавеющей стали «AISI 304» с регулируемыми шаровыми ножками и опорными пластинами.
Аппликатор чистится вручную.
Конвейер оснащен датчиками, трансмиттерами, тремя воздушными цилиндрами для остановки крышек и приводом с двигателем и кожухом.
Позиция 04.02
1 шт. - Шаговый конвейер форм «NDT»
Технические данные:
Длина около10 метров
Описание функции:
Конвейер предназначен для размещения многогнездных форм в правильном положении перед туннелем окончательного прессования.
Конструкция:
Шаговый конвейер изготовлен из нержавеющей стали «AISI 304» с регулируемыми шаровыми ножками и опорными пластинами.
Шаговый конвейер состоит из гибкой ленты «Flex-belt», изготовленной из полиацеталя. Ленты движутся по направляющей планке.
Шаговый конвейер оснащен датчиками, трансмиттерами, стопорами форм и приводом с двигателем и кожухом.
На конвейере находится форма в положении ожидания перед туннелем окончательного прессования.
Позиция 04.03
4 шт. – Туннели окончательного прессования
Технические данные:
Закрытая система (без теплоизоляции) окончательного прессования состоит из:
• 1 – одиночный туннель прессования включает воздушные цилиндры с раздельной поставкой сжатого воздуха и контролем.
• Каждый туннель имеет 18 позиций прессования с 1 воздушными цилиндрами каждая.
• Каждый туннель имеет длину около. 16 м и ширину 950 мм.
• Мах. давление 400 г/см2
Construction:
Финальный трубчатый пресс изготовлен из нержавеющей стали «AISI 304» и оснащен регулируемыми шаровыми ножками и опорными пластинами.
Туннели размещены параллельно друг другу с дистанцией 100 мм, а передние и задние отверстия труб лежат на индексном конвейере и выходном конвейере.
Каждый туннель оснащен источником подачи сжатого воздуха. Давление и время приложения давления могут предварительно устанавливаться индивидуально в три шага.
Пресс оснащен коллектором сыворотки отдельно для каждого туннеля с одним насосом возврата сыворотки и CIP для всего пресса.
Формы транспортируются в трубы пресса и из них одним движением по принципу «первый вошел – первый вышел» с помощью индексного конвейера, двигаемого воздушным цилиндром.
Туннельные пресса предусмотрены для СИП-мойки в независимых секциях.
2 туннеля объединяются для одной варки чана-сыроизготовителя (форм наполнение, прессование, опорожнение и мойка).
Система включает клапаны, внутренние трубопроводы, датчики, трансмиттеры и насосы для автоматического сбора сыворотки и жидкостей СИП.
(Критерии могут измениться перед поставкой)
Позиция 04.04
160 шт. – Мульти фоpмы для сыра с крышками; 4 x ø280 мм
160 шт. – Мульти фоpмы для сыра с крышками; 4 x 250x250 мм
a) Мульти формы для 4 x ø280 мм головок сыра.
b) Мульти формы для 4 x 250x250 мм головок сыра.
a) 144 мульти формы для 4 x 18 прессующих позиций для сыра размером ø280x110-150 мм и выходом 10:1. 16 мульти форм – резервные.
a) b) 144 мульти формы для 4 x 18 прессующих позиций для сыра размером
b) 250x250x110-150mm и выходом 10:1. 16 мульти форм – резервные.
c)
Изготовлены из пищевого пластика, рифленые и перфорированные для отделения влаги, отвечают требованиям сыродельной промышленности. Полностью сварные конструкции с острыми углами и 1 стальной рамой на высоте сыра
Позиция 04.05
1 шт. - Выходной конвейер форм «NDT»
Технические данные:
Длина около 6 метров
Описание функции:
Конвейер предназначен для транспортировки многогнездных форм из труб окончательного пресса.
Конвейер оснащен датчиками перед каждой трубой окончательного пресса, которые проверяют, что место перед прессовочным туннелем готово и свободно для форм.
Выходной конвейер останавливается, когда форма выходит из финального пресса.
Конструкция:
Шаговый конвейер изготовлен из нержавеющей стали «AISI 304» с регулируемыми шаровыми ножками и опорными пластинами.
Конвейер состоит из гибкой ленты, одобренной для применения в пищевой промышленности.. Ленты движутся по направляющей планке. Конвейер оснащен датчиками, трансмиттерами, стопорами форм, приводом и кожухом.
Позиция 04.06
1 шт. - Устройство выгрузки сыров «NDT» из форм
Устройство состоит из:
• Узел снятия крышек.
• Узел поворота форм.
• Узел выдувания сыра на конвейер
• Узел доставки форм в общий туннель.
Функциональное описание:
Станция выгрузки сыра представляет собой интегрированный и полностью автоматизированный узел, управляемый с усовершенствованной точностью - РОБОТ.
На первой станции крышка снимается с многогнездной формы и помещается на конвейер для последующей транспортировки в машину для мойки крышек.
На второй станции многогнездная форма с сыром переворачивается на поворотном колесе.
На третьей станции сыр выдувается из многогнездной формы на конвейер выхода сыров.
На четвертой станции многогнездная форма движется на конвейер для транспортировки в моечную машину.
Устройство очищается вручную.
Конструкция:
Устройство изготовлено из нержавеющей стали «AISI 304» с регулируемыми шаровыми ножками и опорными пластинами.
Устройство оснащено датчиками, трансмиттерами, воздушными цилиндрами и приводом с двигателем и кожухом.
Включает модем для дистанционного обслуживания.
Позиция 04.07
1 шт. – Туннель мойки крышек/форм – полностью автоматизированный
Конструкция:
Туннель имеет две моечные линии, одна для форм и одна для крышек. Две линии обслуживаются общими циркуляционными насосами, баком для воды и баком для моющих средств.
Моечная машина линейная, изолированная и изготовлена из нержавеющей стали «AISI 304».
Моечная камера разделена на четыре зоны. Машина оснащена кожухом, в котором имеется система отвода пара и отверстия для облегчения проверки.
Моечная машина оснащена также:
• Небольшая ёмкость для воды.
• Небольшая ёмкость моющего средства.
• Соединения с сетью паровых и водяных трубопроводов.
Описание функций:
В четырех зонах распылители стратегически размещены в соответствии с конструкцией формы и крышки, что обеспечивает эффективную внешнюю и внутреннюю очистку форм и крышек.
В первой камере картридж формы промывается внутри и снаружи водой, которая использовалась в третьей камере.
Во второй и третьей камере картридж формы промывается внутри и снаружи моющим раствором с температурой до 85°С. Раствор собирается в резервуаре и циркулирует насосом. Раствор подогревается паровым змеевиком на дне камеры. Концентрация раствора регулируется автоматически. Моющее средство добавляется дозировочным насосом.
В четвертой камере форма промывается чистой водой для удаления остатков моющего средства.
После этого вода поступает через насос в резервуар для повторного использования в зоне предварительной мойки. После зоны предварительной мойки вода сливается.
В каждом камере есть фильтр для защиты насосов от грязи.
Все насосы изготовлены из нержавеющей стали и оснащены корпусом из нержавеющей стали.
Картриджи форм и крышки транспортируются через моечную машину по стальному цепному конвейеру.
Моечная машина оснащена датчиками, трансмиттерами, конвейером и двумя приводными станциями с моторами и кожухами для каждого конвейера.
Позиция 04.08
1 шт. - Устройство переворота форм
Описание функций:
Из положения ожидания непосредственно перед поворотным устройством вымытая многогнездная форма из моечной машины транспортируется в фиксированное положение на поворотном устройстве. Формы поворачиваются на 180° вокруг фиксированной точки в направлении длины и готовы для дальнейшей транспортировки на наполнительную станцию.
Конструкция:
Устройство изготовлено из нержавеющей стали «AISI 304» с регулируемыми шаровыми ножками и опорными пластинами.
Поворотное устройство очищается вручную.
Устройство оснащено датчиками, трансмиттерами, воздушными цилиндрами останова форм и поворотным колесом, приводимым в действие мотором с кожухом.
Позиция 04.09
Конвейеры форм и крышек НДТ
• Из моечной машины на поворотное устройство
• Из поворотного устройства на место наполнения
• Из моечной машины к аппликатору крышек
• С участка снятия крышек в моечную машину
• Из выходного устройства в моечную машину
• Из выходного устройства на посолку/в хранилище
Конструкция:
Конвейеры изготовлены из нержавеющей стали «AISI 304» с регулируемыми шаровыми ножками и опорными пластинами.
Конвейер состоит из двух цепей «Flex-belt», изготовленных из полиацеталя. Цепи движутся по направляющей планке.
Конвейеры очищаются вручную.
Конвейеры оснащены датчиками, трансмиттерами, стопорами форм и одной приводной станцией с моторами и кожухами для каждого конвейера.
Позиция 04.10
1шт. Автоматическая система хранения 144 мульти форм НДТ
Вертикальное накопление мультиформ, мульти колонная модель, система автоматическая с одним каналом перемещения мульти форм, располагающимся параллельно туннелям прессования. 1 горизонтальный канал с 18 позициями и 6 отметками высоты для хранения 108 мульти форм.
• Формы перемещаются в и из канала шаговым конвейером.
• Пневматическая система подъема.
• Одновременное наполнение и опорожнение форм.
Размеры (примерные):
Длина 16.500 мм
Ширина 950 мм
Высота 3.000 мм
Изготавливается из нержавеющей стали AISI 304, оборудована регулируемыми шаровыми опорами и опорными пластинами.
Позиция 04.11
1 шт. - Комплект клапанов, насосов и трубопроводов и
креплений из нержавеющей стали для этой секции.
Включает следующие насосы:
• Насосы возврата сыворотки/СИП.
Позиция 04.12
1 шт. – Устройство взвешивания и чернильной
маркировки.
Состоит из конвейерной системы взвешивания для непрерывного взвешивания сырных блоков, системы подачи чернил для нанесения кодов продукта и т.д. Система взвешивания подсоединена к локальному принтеру для регистрации всех сыров.
Секция 5.
Позиция 05.01.
1 шт. - Устройство подготовки технологической воды НДТ, 6000 л/ч.
Подача в чан-сыроизготовитель: 30 000 л/ч
Устройство горячей технологической воды предназначено для пастеризации воды с производительностью 6000 л/ч в ёмкости горячей технологической воды емкостью 5000 л.
Подготовленная вода из резервуара подается в чан со скоростью 30 000 л/ч.
Резервуар изготовлен из нержавеющей стали «AISI 304», изолирован, и имеет люк наверху. Температура технологической воды 30° - 60°С.
Подогревается паром в пластинчатом теплообменнике.
Секция 6.
Позиция 06.01.
1 шт. - Специальная система дозирования соли НДТ
Устройство состоит из специально разработанного устройства с дренажной лентой и камеры промывки сырного зерна.
Принципиальные функции:
Сыворотка сливается из первой части дренажной ленты. Соленая вода распыляется через сопла на сырное зерно, после чего сырное зерно промывается соленой водой в моечной камере. Соленая вода сливается в устройство под прессовки и форм наполнения НДТ Изготавливается из нержавеющей стали «AISI 316» с лентой из пропилена, гигиенической и одобренной для использования в пищевой промышленности. Включает механические фильтры, циркуляционный насос и буферный резервуар емкостью 5000 л с автоматическим контролем температуры. Нагрев паром в пластинчатом теплообменнике. Включает автоматическое дозирование свежей сыворотки, смешиваемой с соленой водой. При циркуляции соленой воды она очищается от частиц и бактерий механическими фильтрами и мембранной микрофильтрацией с целью снижения общего потребления соленой воды до минимума. Система оборудована устройством автоматического дозирования соли и управления.
Секция 7.
Позиция 07.01.
1 шт. – СИП, система без разборной мойки НДТ, 2 линии, мах. 55.000 л/ч.
для участков производства сыра и соления.
Устройство СИП НДТс 4 танками по 4000 л. (Смотрите прилагаемые файлы).
Предлагаемый комплекс СИП разработан для использования в молочной
промышленности для очистки труб, резервуаров и сырных чанов. Станция СИП контролируется ПЛК и полностью автоматизирована.
Концентрация моющего средства контролируется автоматически.
Возврат СИП в резервуары и слив контролируется автоматически.
Комплекс поставляется предварительно собранным.
Установка СИП поставляется с одной (1) подающей и одной (1) возвратной линией.
Установка СИП предназначена для повторного использования жидкостей CIP.
Система СИП основана на одном (1) уравнительном резервуаре для воды, трех (3) изолированных резервуарах для щелока, кислоты и промывочной воды.
Концентрация щелока и кислоты измеряется при циркуляции с автоматическим добавлением.
Подающая линия оснащена автоматическими клапанами, насосом и теплообменником для подогрева щелока, кислоты и промывочной воды до требуемой температуры.
Линия возврата оснащена автоматическими клапанами и датчиками для возврата щелока, кислоты и промывочной воды в соответствующий резервуар.
Система дозировки концентрированного щелока и кислоты:
Два (2) дозирующих насоса, размещенных рядом с концентрационными резервуарами, качают концентрированный щелок и кислоту в резервуар CIP.
Панель управления для автоматического контроля последовательностей CIP основана на PLC.
СИП, станция имеет общую раму из обычной нержавеющей стали.
Секция 8.
NDT автоматическая система соления
Автоматическая загрузка и разгрузка контейнеров.
Подготовка рассола
Включает подготовку рассола и специальную дозирующую систему НДТ для «Русского сыра».
Установки растворения соли
Вакуумная подача соли
Автоматическое приготовление рассола
Автоматическое охлаждение рассола
Микрофильтрация рассола
Система изготавливается из нерж.стали АISI 316.
Теплообменники рассола оснащаются титановыми пластинами.
Поз. 08.01
1 шт. Установка мембранной фильтрации/микрофильтрации рассола.
Модель «BrineClearTM 300» – Конфигурация
Мембрана: DSS FSM 0.45 PP
Модуль: Спиральная намотка, тип 6338
Контур Расстояние К-во Мембранных
элементов Площадь Подкачивающие насосы
[мил] модулей на модуль [м²] Тип Мощность
1 48 P 3 2 84 Solid C2 7.5 кВт
Насос пермеата / Насос СИП-мойки Solid C1 3.0 кВт
Общая мощность 10.5 кВт
Баланс массы / Производительность установки
Тип подачи:
- Свежий рассол для сыра: 12-18°C, pH 5.0-5.5, 20-22° Боме.
- Рассол для сыра не должен содержать ГИПОХЛОРИТА (HOCl).
Предварительная обработка: (Обеспечивает Заказчик)
- Фильтрация фильтром 200 микрон или меньше.
- Необходимо избегать попадания воздуха.
Эксплуатационные условия:
- Рабочая температура: 15-18°C
- Макс. объем рассола: 300 м³
- Обычные срок использования: 1-2 недели в зависимости от качества рассола.
Номинальная производительность – это средняя производительность за 20 часов работы в день и зависит от качества рассола.
Отметьте, пожалуйста, что первые 3-6 недель или до очистки рассола ожидается, что время работы между СИП-мойками будет короче и объем задержанной массы (ретентата).
Баланс массы Подача Пермеат Ретентат
Производительность (ориентировочная) [л/ч ] 1000-2100 1000-2085 15-75
Отметьте, пожалуйста, что любое отклонение от указанных условий (тип подачи и состав, предварительная обработка и рабочие условия) может привести к уменьшению номинальной производительности и изменению баланса массы. За увеличение эксплуатационных издержек вследствие подобных изменений компания НДТ ответственности не несет.
Спецификация качества воды:
Железо (Fe): < 0.05 мг/л
Магний (Mn): < 0.02 мг/л
Алюминий (Al): < 0.05 мг/л
Кремний (SiO2): < 20 мг/л
Гипохлорит (Cl2/HOCl): < 5 мг/л
Жесткость: < 20°dH
Проводимость: > 5 µS/cм
Степень загрязнения: < 3 SDI (коэффициент плотности ила)
Мутность: < 1 NTU (нефелометрическая единица мутности)
Общий подсчет при 22°C: < 1000/мл
Общий подсчет при 37°C: < 10/мл
Коли форм / 100 мл: < 10
Типичное уменьшение чашечного подсчёта - BrineClearTM
Рассол Пермеат*
(фильтрованный рассол)
Общий чашечный подсчёт 100,000 / мл Мин. уменьшение 99.5%
Дрожжи и плесень 100,000 / мл Мин. уменьшение 99.8%
* % уменьшения = (Чашечный подсчёт в подаче на BrineClearTM) – (Чашечный подсчёт в пермеате BrineClearTM )
Чашечный подсчёт в подаче на BrineClearTM
** Наивысшие значения подсчета.
Гарантия по мембранам
В отношении мембран, устанавливаемых при поставке, N.D.T. предоставляет 12-месячную пропорциональную гарантию. (Если мембраны выходят из строя, например, через 4 месяца после начала пропорциональной гарантии, N.D.T. оплачивает 8/12 стоимости новых мембран).
Гарантия по мембранам начинается с первой очисткой установки с мембранами, однако не более чем через 3 месяца после доставки в зависимости от того, что наступает раньше.
Гарантия по мембранам действительна при соблюдении следующих условий:
- Объем и состав подаваемого продукта и ретентата должны соответствовать значениям, указанным в балансе массы.
- Установка должна эксплуатироваться и чиститься в соответствии с письменными инструкциями N.D.T.
- Все предельные значения давления, температуры, pH, химических веществ и т.п., указанные N.D.T., должны соблюдаться.
- Должен вестись ежедневный журнал с регистрацией всех важных эксплуатационных параметров производства и СИП-мойки, подобные записи должны предоставляться N.D.T.
- Указанное качество воды должно соблюдаться.
В случае если мембраны выходят из строя во время гарантийного срока, будет заменена только часть площади мембраны, требующаяся для выполнения общей гарантии по мембране.
Мембраны будут рассматриваться как несправные по данной гарантии, если уменьшение дрожжей и плесени, измеряемое на выходе из установки, будет меньше следующих значений:
< 100,000 / мл ≥ уменьшение 99.0 % a) b)
≥ 100,000 / мл ≥ уменьшение 99.3 % a)
N.D.T. не несет ответственности за любые косвенные эксплуатационные затраты или потерю прибыли, которые могут произойти в результате выхода из строя мембраны.
a) % уменьшения = 100 x подсчет в подаваемом продукте – подсчет в пермеате продукта
подсчет в подаваемом продукте
b) или менее 20 подсчет / мл.
Позиция 08.02
1 шт. – Сушильный туннель для сыра с участка посолки с
дезинфекционной установкой
В поставку включен туннельный конвейер из нержавеющей стали (AISI 316).
Туннель снабжен форсунками, подающими сухой воздух для подсушивания сыра. Воздух сжатый, фильтры стерильны. В конце конвейера имеется секция, где на поверхность сыра разбрызгивается асептик, как раз перед выходом сыра из туннеля. Асептик находится в небольшой циркулярной емкости с насосом.
Позиция 08.03
1 шт. - Устройство заполнения и разгрузки контейнеров (стеллажей с сыром)
Автоматическое устройство заполнения и разгрузки контейнеров головками сыра и доставки до конвейеров.
Производительность: мин. 4 контейнера/час
Изготавливается из стали AISI 316 с входным и выходным конвейерами.
Позиция 08.04
2 шт. – Ванны соления/охлаждения
В один резервуар помещается 12 стеллажа. 12 партий.
Оснащен входом и выходом на дне и сливной трубой.
Изготовлен из нерж.стали AISI 316
Размеры: внутри 11.000 x 2.300 x 2.500 mm (ДxШxВ)
Позиция 08.05
24 шт. – Контейнеры (стеллажи) для соления сыра
Каждый стеллаж состоит из 11 полок.
Изготовлен из нерж.стали AISI 316
Оснащен удерживателями сыра с обеих сторон.
Размеры: 2.150 x 800 x 2.300 mm (ДxШxВ)
Позиция 08.06
1 шт. – Платформа для ванн соления/охлаждения
Изготовлена из нерж.стали AISI 316.
Позиция 08.07
1 шт. – Специальный поперечный кран (тельфер)
Используется для подъема/опускания и транспортировки стеллажей.
Движется по рельсам.
Управляется вручную при помощи дистанционного управления.
Позиция 08.08
1 шт. - СИП крышка для мойки ванн
Помещается поверх ванн соления/охлаждения при помощи тельфера.
Позиция 08.09
1 шт. – СИП танк для мойки стеллажей
Танк для одновременной мойки 2 стеллажей. Оборудуется вращающими распылительными головками для мойки полок стеллажей. Танк моется СИП станцией.
Позиция 08.10
1 шт. – Комплект клапанов, насосов, перемешивается соли, пластинчатого теплообменника, труб и др. приспособлений, необходимых для секции 08.00.
Секция 9.
Позиция 09.01
1 шт. - Линия вакуумной упаковки сыра до созревания в
полиэтиленовые/полиамидные пакеты
Непрерывная упаковка сыра 2 операторами. Минимальная производительность – 6 головок/мин или 360 головок/час в зависимости от размера сыра.
Линия состоит из следующих компонентов:
- Устройства одевания пакетов
- Камеры вакуумной упаковки с выходным конвейером
- Туннель терм усадки горячей водой
- Туннель сушки
Устройство одевания пакетов
Когда головка сыра вынимается из соляной ванны, она высушивается и готова к упаковке. Оператор перемещает сыр на роликовый конвейер вначале для доставки к устройству одевания пакетов и затем к камере вакуумной упаковки.
Камера вакуумной упаковки с выходным конвейером
Функция:
Головки сыра помещаются на подающий конвейер. Крышка камеры открывается, и сыр автоматически перемещается в камеру. Упаковки сразу после завершения последнего цикла вакуумирования автоматически выгружаются из камеры и перемещаются на следующий участок, например, на емкость терм усадки SE115. Крышка камеры автоматически закрывается для начала следующего цикла вакуумирования. Пакеты герметично запаиваются и перфорируются. Когда камера закрыта, подающий конвейер загружается новой партией сыра.
Основные характеристики оборудования:
- Вся конструкция изготовлена из нержавеющей стали
- Опоры регулируются по высоте
- Автоматическое открывание/закрывание крышки камеры
- Автоматическая выгрузка сыра на конвейер
- Регулировка высоты герметичной запайки (5 позиций)
- Вод охлаждаемые штанги герметичной упаковки
- Узел перфорирования упаковок
Опция: листовое заполнение крышки камеры.
Микропроцессорное управление:
Клавиатура с 16-цифровым дисплеем, электронное измерение и контроль уровня вакуумирования, 20 свободно-программируемых ячеек памяти, счетчик отработанного времени.
Система герметичной упаковки:
Стандарт: двойной герметичный шов с перфорационным лезвием
Опция: единичный герметичный шов сверху вниз.
Производительность:
До 2 циклов вакуумирования в минуту.
Размеры камеры:
Ширина: 1050 мм
Глубина: 500 мм
Высота: 180 мм
Опция: высота 230 мм.
Время, требующееся для перехода на другой размер упаковки – приблизительно 1-2 минуты.
Габаритные размеры упаковочной машины:
Комбинация насоса: Rietschle VCH 300, интегрированный в раму машины.
Опция: дополнительное оборудование с вакуумным насосом Рутса, 500 м³/час.
Опция: другие комбинации насосов по заказу.
Требующиеся подключения:
Сжатый воздух: мин. 6 бар
Шланг: ∅ 8 мм
Расход: около 240 л/мин
Вода охлаждения: 1,5 - 6 бар
Шланг: ∅ 8 мм
Расход: 50 – 200 л/час
Электропитание: 3 x 400 В , 3 x 230 В / 50 Гц
Туннель терм усадки горячей водой
Постоянный поток, неизменное качество.
Пакеты непрерывно проходят через завесу горячей воды в туннеле терм усадки без всяких циклов, которые могут вызвать заторы. Скорость движения конвейерной ленты можно точно контролировать 6 разными настройками. Температуру можно также регулировать. Подобный уровень управления и контроля гарантирует неизменно высокое качество терм усадки пакетов с сыром.
Технические данные
Данные о продукте (макс.)
Ширина продукта:
Глубина продукта:
Высота продукта:
Вес продукта:
Изменяемая
580 мм
300 мм
80 кг
Скорость:
Непрерывное движение
(4 - 10 м/мин)
Данные о туннеле
Ширина:
Глубина:
Высота:
Рабочая высота/высота ленты:
1400 мм
1210 мм
1500 мм
700 мм +/- 45 мм
Тип нагревателя:
Опция: электричество/пар
Энергопотребление:
Электричество:
43 кВт (3x 460 В), 54 A
43 кВт (3x 400 В), 63 A
33 кВт (3x 220 В), 85 A
Пар:
7 кВт (460 В), 10 A
7 кВт (400 В), 12 A
6 кВт (220 В), 17 A
Подключение к пару, тип: 1/2’’, низкое давление
(0,5 бар, 110°C)
Сжатый воздух: Да, с паром (3,5 - 8 бар)
Опционные принадлежности: Смягчитель воды
Туннель сушки
В туннель сушки нагнетается воздух комнатной температуры (без подогревания) на готовые пакеты, чтобы избежать подогревания продукта. Визуально сканеры выдерживают воздушные сопла на идеальном расстоянии от поверхности пакетов, чтобы их не повредить при контакте.
Technical Data
Данные о продукте (макс.)
Ширина продукта:
Глубина продукта:
Высота продукта:
Вес продукта:
Изменяемая
580 мм
300 мм
80 кг
Скорость:
Непрерывное движение
(4 - 10 м/мин)
Данные о машине
Ширина:
Глубина:
Высота:
Рабочая высота/высота ленты:
1500 мм
1260 мм
1500 мм
700 мм +/- 45 мм
Электропотребление: 10,8 кВт (3x 400 В), 16 A
Сжатый воздух: Да, (6 - 10 бар)
Оборудование для обработки сыворотки:
Секция 10.
Позиция 10.01
1 шт. - «Чиз Сейвер», 60 000 л/ч
Специальная фильтрующая система (10 (12) т/день
Russian and Dutch Cheese types production with fat content of 10-70%
>10 (12) t/day
Проектные параметры:
Пастеризатор молока 10.000 л/час
Тип сыра: Тильзитер (российский сыр) и Гауда (голландский сыр)
Размер сыра: b) Ø270 x 140-160 мм
c) 300 x 125 x 100-120 mm
Вес сыра: c) примерно. 8,5 kг (8,0-9,0kг)
d) примерно. 4,1 kг (3,8-4,5kг)
e)
Сырное молоко в сутки: 100.000 л
Варок в сутки: 10 варок в 3 смены
Объем варки: 6.000 - 10.000л
Выход продукции: Около 10:1
Сыра на партию: c) 144 (Max.)
d) 288(Max.)
Кол-во сыроизготовителей: 2
Вместимость сыроизготовителя
: 10.000L
Вре
я заполнения чана: 30 мин.
Время процесса в чане: 150 мин.
Время опорожнение чана: 20 мин.
Время окончат. прессования: Max. 180 мин.
Макс. давление прессования: 400 г/см2
Сыры в мульти форме: c) 4d) 8
Прессовочных секций на туннель: 18
Общее кол-во пресс. туннелей: 4
ПРЕДЛОЖЕНИЕ ПО БЮДЖЕТУ № 10.737.1.A
Оборудование для производства сыров типа Тильзитер и Гауда
Раздел Кол-во Описание
Обработка молока:
01.01 1 25.000 л/час Приемные модули
01.02 1 10 000 л/ч Пастеризатор
01.03 1 10 000 л/ч Сепаратор под сырного молока
01.04 1 10 000 л/ч Автоматический нормализатор
01.05 1 10.000 л/час Бактофуга
01.06 1 N D T VD – Вакуумный деаэратор
01.07 3 50.000 л Танки хранения молока
01.08 1 1 x 30.000 л/час Эко СИП станция компании N D T ,-
Устройство «NDT C.I.P.» с 4 резервуарами по 3000 л.
01.09 2 5.000 л Танки хранения сливок
01.10 1 3.000 л/ч Пастеризатор сливок
01.11 2 60.000 л Танки хранения под сырного молока
Производство сыров:
02.00:
02.01 2 HДT Закрытые сдвоенные чаны-сыроизготовителей,
10 000л, в комплекте с обвязкой и КИП
02.02 1 Платформа для 2 чанов «NDT O-Double»
02.03 1 Комплект необходимых для этой секции клапанов,
насосов и труб из нержавеющей стали
03.00:
03.01 1 HДT Под прессовочная и форм наполнительная установка
03.02 1 Буферный танк для сырного зерна и сыворотки для сыроизготовителей 10 000 л
03.03 1 Комплект необходимых для этой секции клапанов,
насосов и труб из нержавеющей стали
04.00:
04.01 1 Аппликатор крышек «NDT»
04.02 1 Шаговый конвейер форм «NDT»
04.03 8 Туннели окончательного прессования
04.04 80 Мульти фоpмы для сыра с крышками; 4 x ø270mm
80 Мульти фоpмы для сыра с крышками; 8 x 300x125mm
04.05 1 Устройство выгрузки сыров «NDT» из форм
04.06 1 Выходной конвейер форм «NDT»
04.07 1 Мойка крышек/форм – полностью автоматизированная
04.08 1 Устройство переворота форм
04.09 Конвейеры форм NDT
04.11 1 Комплект клапанов, насосов и трубопроводов и
креплений из нержавеющей стали для этой секции.
04.12 1 Контроль веса, детектор частиц и лазерного маркирующего
04.13 1 НДТ Автоматическая система хранения 160 мульти форм
05.00 1 Устройство технологической воды «NDT», 6000 л/ч. Подача на сыроизготовитель: 30 000 л/ч
06.00 1 NDT Специальная система посолки
07.00 1 2 x 60.000 л/час Эко СИП станция компании N D T
Устройство «NDT C.I.P.» с 4 резервуарами по 5000 л.
Cистема соления:
08.00 1 NDT Подготовка рассола состоит из:
Установки растворения соли
- Вакуумная подача соли
- Полуавтоматическое приготовление рассола
- Автоматическое охлаждение рассола
Система изготавливается из нерж.стали АISI 316.
Теплообменники рассола оснащаются титановыми пластинами.
1 Платформа
1 Микрофильтрация рассола
1 Сушильный туннель для сыра с участка посолки в комплекте с
дезинфекционной установкой
1 NDT автоматическая система соления со стеллажами и тельфером
1 60.000 L Brine Buffer tank
Упаковочная система:
09.01 1 Линия вакуумной упаковки сыра до созревания в
полиэтиленовые/полиамидные пакеты
Обработка сыворотки:
10.01 1 «Чиз Сейвер», 30 000 л/ч
10.02 1 Охладитель сыворотки
10.03 1 Пастеризатор сыворотки 10.000 л/час
10.04 1 10 000 л/ч Сепаратор сыворотки
10.05 1 10000 л Буферный бак для сыворотки
10.06 3 30.000 л Танки хранения сыворотки
10.07 1 1000 л Танк хранения сливок сыворотки
10.08 1 15.000 л/ч RO сыворотки
10.09 1 1 x 30.000 л/час Эко СИП станция компании N D T-
Устройство «NDT C.I.P.» с 4 резервуарами по 3000 л.
10.10 1 Отгрузка концентрированной сыворотки
10.11 1 Комплект клапанов, насосов и трубопроводов и креплений из нержавеющей стали.
12.00
12.01 3 Оборудование для открытой мойки технологического оборудования
Другое:
13.00 1 Монтаж, шефмонтаж и запуск.
Важные примечания:
Решение финансового вопроса возможно с помощью какого-либо датского банка в зависимости от общей финансовой ситуации в момент подписания контракта.
Полное осуществление проекта «ПОД КЛЮЧ»
Линия производства сыра, описываемая по основным компонентам, поставляется на условиях «под ключ»: все оборудование готово к установке, начиная с участка приемки молока и заканчивая упаковкой сыра, за исключением камер созревания сыра.
В общем, это означает, что все поставленное оборудование монтируется и подсоединяется к трубопроводам, кабелям питания и системы управления, включая пуско-наладочные работы и обучение операторов, как единый агрегат согласно чертежам «10.691.2.A-1A План расположения». План включает под прессовку, окончательное прессование сыра и его доставку на участки соления.
Заказчик обеспечивает подключение и выполнение следующих работ для завершения технологической линии в точках и с техническими условиями, описываемыми компанией «N.D.T. ApS»:
- Электропитание (3x380В + N + заземление; согласно стандартам ЕС)
- Электропитание (1 фаза 230В + заземление; согласно стандартам ЕС)
- Сухой пар при давлении 6 бар требуемого объема
- Сухой пар при давлении 2 бар требуемого объема
- Система возврата конденсата пара в бойлер
- Система подачи питьевой воды с механической фильтрацией
- Система подачи воды требуемого объема на установку обратного осмоса и/или мембранной фильтрации, если поставляются
- Система подачи холодной и теплой воды требуемого объема
- Система подачи ледяной воды (3°С или ниже) требуемого объема
- Система возврата ледяной воды
- Cжатый воздух, мин. 6 бар, требуемого объема
- Прием шлама от сепараторов и/или бактофуги, если поставляются
- Прием сливок от сепаратора, если поставляется
- Прием пермеата от установки обратного осмоса и/или мембранной фильтрации, если поставляются
- Распределение концентрированной сыворотки из баков хранения концентрированной сыворотки, если поставляются
- Прием соленой воды из солильных баков и системы рассола, если поставляются
- Прием соленой сыворотки из - под прессовочной колонны, форм наполнителя и туннелей окончательного прессования
- Слив на пол в точках дренажа на каждом участке требуемой пропускной способности.
-
- Системы фильтрации воды, вентиляции и кондиционирования воздуха не поставляются.
Система контроля.
Принцип в системе контроля таков, что каждая машина работает независимо от других и подсоединяется к общей панели контроля с помощью шинного подключения. Контроль каждой машины осуществляется с их панелей управления. Система контроля основывается на ПЛК Siemens S7.
Машины, контролируемые ПЛК:
• Установка подготовки воды
• Заквасочные ёмкости
• Сыроизготовители
• Подпресовочная установка
• Туннели окончательного прессования
• Туннель мойки форм и крышек
• Установка опорожнения форм
• СИП станция
Секция 1.
Позиция 01.01
1 шт. - 25000 л/час Приемные модули с вакуумным насосом
Производительность: 25000 л/час
Входная темп.: макс. 25ºC
Выходная темп.: 2 - 6 ºC
Блок смонтирован на общей раме из нержавеющей стали, и включает следующие основные компоненты:
• Пластинчатый теплообменник
• Уравнительная емкость / деаэрация
• Насос перекачки молока, трубы и фитинги
• Система контроля температуры
• Система сбора данных (дата, время, код, литры, температура)
Молоко перекачивается насосом через узел деаэрации, затем через пластинчатый теплообменник (охладитель); общая вместимость до 25000 л/час. Слив молока из молоковозов контролируется уровнем в узле деаэрации. Температура измеряется в узле деаэрации, и охлаждение молока осуществляется в зависимости от температуры. Пластинчатый теплообменник охлаждает молоко до 2-4 ºC. В автоматизированной системе имеется полный контро
Запись размещена компанией: Линии и оборудование для производства сыров,творога, оборудование для молочной промышленности
Ещё из каталога категории «Молочное оборудование»
Резервуары-охладители молока предназначены для приема и охлаждения молока непосредственно после дойки и хранения его при температуре 6 (±)2...
Подробное описание »Ванны длительной пастеризации РВПЭ представляет собой трёхстенную ёмкость, состоящую из рабочей зоны, рубашки, теплоизоляции и кожуха. Нагре...
Подробное описание »Резервуары состоят из ванны внутренней, змеевика охлаждения, теплоизоляции, перемешивающего устройства в виде мешалки рамного типа, наружной...
Подробное описание »Ванна творожная состоит из рабочего корпуса полуцилиндрической формы, теплообменной рубашки с патрубками для горячей и холодной воды, шиберн...
Подробное описание »Емкость - термос изготавливается объемом до 300 литров. Оснащена ручной мешалкой, а также ручным насосом. Не требует подключения к электри...
Подробное описание »Проектирование и строительство комплексных линий по переработке молока включающих в себя производство пастеризованного молока, сметаны, кефи...
Подробное описание »Ручные сырорезки: Сырорезка гильотинного типа / гильотинная сырорезка F-JL Сырорезка гильотина - Сырорезка модели F-JL позволяет легко и б...
Подробное описание »Установка для пастеризации и охлаждения жидких пищевых продуктов ПМР-02-ВТ c роторными нагревателями (пастеризатор) * Производительно...
Подробное описание »Установки вакуум-выпарные пленочного типа с термокомпрессором 2-х, 3-х или 4-х ступенчатые. Могут работать как в линиях сушки молочных проду...
28 000 000.00 ₽
Подробное описание »1. Продукт сыворотка -количество, кг/ч 15 000 -содержание сухих веществ, % 18 -температу...
27 000 000.00 ₽
Подробное описание »Copyright © 2009-2024 FoodSet.ru - Портал пищевой промышленности, пищевого оборудования, пищевой продукции.
