
Применение торцевых уплотнений в нефтегазовой отрасли
Сухие газодинамические уплотнения (СГДУ) - основной тип торцевых уплотнений вала для вращающегося оборудования нефтегазовой промышленности. Они применяются там, где необходимо обеспечить надёжную герметизацию вала при высоком давлении технологического газа и исключить загрязнение рабочей среды.Области применения СГДУ в нефтегазовой отрасли:
- нагнетатели природного газа на компрессорных станциях магистральных газопроводов;
- центробежные компрессоры на газодобывающих и газоперерабатывающих предприятиях;
- газодожимные компрессорные установки на нефтяных месторождениях;
- компрессоры попутного нефтяного газа;
- турбодетандеры установок подготовки газа;
- компрессоры газовых турбин и паровых турбин на электростанциях.
В нагнетателях природного газа СГДУ герметизируют ротор и предотвращают утечки технологического газа высокого давления в атмосферу. Это критично с точки зрения безопасности и экологических требований газовой промышленности. Применение сухих газодинамических уплотнений вместо масляных снижает эксплуатационные расходы и исключает попадание масла в перекачиваемый газ.
Конструкция сухих газодинамических уплотнений
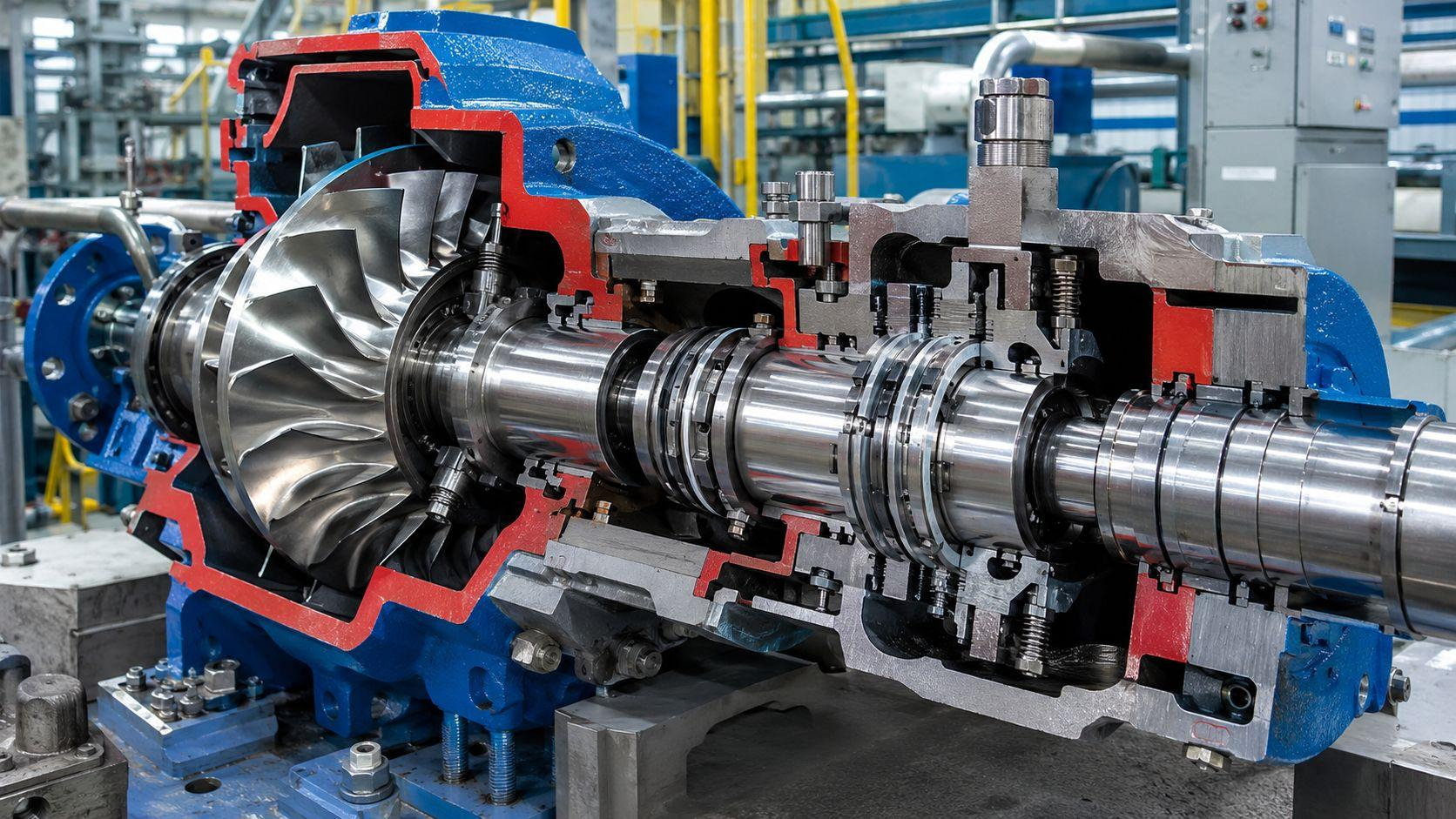
Сухое газодинамическое уплотнение представляет собой пару торцовых колец: вращающееся седло и неподвижный торец. Седло закреплено на валу компрессора и вращается вместе с ротором. Торец установлен в корпусе уплотнения и удерживается от проворота фиксатором. Пружины прижимают торец к седлу в статическом состоянии.При пуске компрессора седло начинает вращаться. Спиральные канавки на его поверхности захватывают буферный газ и нагнетают его к внутреннему диаметру уплотнения. Давление в газовом слое между торцовыми поверхностями возрастает. Торец всплывает. Формируется рабочий газовый зазор 2–5 мкм. Механический контакт между деталями прекращается - уплотнение переходит в режим бесконтактной работы.
Основные типы конструкций СГДУ в нефтегазовой промышленности:
| Тип конструкции | Количество ступеней | Условия применения |
|---|---|---|
| Одинарное | 1 | Невысокое давление, нетоксичные среды |
| Тандемное | 2 (последовательно) | Высокое давление природного газа, нагнетатели |
| Тандемное с лабиринтом | 2 + промежуточный лабиринт | Токсичные, взрывоопасные газы, водород, H?S |
| Двойное (спина-к-спине) | 2 (встречно) | Двустороннее вращение, специальные условия |
В нагнетателях природного газа на компрессорных станциях ПАО «Газпром» и других предприятиях наиболее широко применяется тандемное СГДУ. Первая ступень уплотнения принимает основной перепад давления. Вторая ступень - резервная: она вступает в работу при повреждениях первой ступени и обеспечивает непрерывную работу компрессора до планового останова.
Требования нефтегазовой промышленности к изготовлению СГДУ
Нефтегазовая промышленность предъявляет особые требования к изготовлению торцевых газодинамических уплотнений. Эти требования регламентированы международными стандартами API и российскими нормами Ростехнадзора. Изделия, не соответствующие установленным требованиям, не допускаются к эксплуатации на объектах повышенной опасности.Ключевые нормативные документы для изготовления СГДУ:
- API 617 - стандарт на центробежные компрессоры и их уплотнения: требования к конструкции, материалам, испытаниям;
- API 682 - стандарт на торцевые уплотнения насосов и компрессоров;
- API 692 - специализированный стандарт на сухие газовые уплотнения;
- ГОСТ и ТУ - российские требования к материалам, допускам и контролю качества;
- ISO 9001 - система менеджмента качества производителя.
Помимо нормативных требований, заказчики из нефтегазовой отрасли предъявляют технические требования в составе опросных листов и технических заданий. Они определяют конкретные рабочие параметры, тип конструкции, требования к документации и объём стендовых испытаний для каждого изделия.
Важно! Применение СГДУ на опасных производственных объектах нефтегазовой отрасли требует наличия разрешений Ростехнадзора и соответствия изделий требованиям технических регламентов Таможенного союза.
Обзор полного цикла изготовления
Изготовление торцевых газодинамических уплотнений для нефтегазовой промышленности состоит из девяти последовательных этапов. Каждый этап завершается контролем качества. Нарушение последовательности или пропуск контрольных операций ведёт к дефектам изделия и отказу уплотнения в эксплуатации.
- Проектирование под конкретные условия нефтегазового компрессора.
- Подбор материалов, совместимых с рабочей газовой средой.
- Механообработка прецизионных деталей на станках с ЧПУ.
- Нанесение газодинамических канавок на поверхность седла.
- Прецизионная притирка торцовых пар до неплоскостности менее 1 мкм.
- Динамическая балансировка вращающихся деталей.
- Сборка узла в чистом помещении класса ISO 7.
- Стендовые параметрические испытания по требованиям API 617.
- Неразрушающий контроль и оформление выпускной документации.
Ниже каждый этап рассмотрен с учётом специфики нефтегазовой промышленности - особых требований к материалам, рабочим параметрам и стандартам контроля качества.
Этап 1. Проектирование под условия нефтегазового компрессора
Проектирование СГДУ для нефтегазовой промышленности начинается с анализа условий эксплуатации конкретного компрессора. Конструкторы работают с опросным листом заказчика, в котором указаны все необходимые параметры.Параметры, критичные для проектирования СГДУ в нефтегазе:
- максимальное давление уплотняемой среды - до 25 МПа;
- максимальная частота вращения ротора - до 50 000 об/мин;
- состав технологического газа: метан, этан, сероводород, CO?, водород;
- температура газа на входе в уплотнение;
- диаметр вала в зоне установки уплотнения;
- тип и параметры системы подготовки буферного газа;
- требуемый межремонтный период - как правило, не менее 3 лет непрерывной работы.
По этим данным конструкторы рассчитывают газодинамические силы в торцовой паре, определяют оптимальный тип конструкции и параметры газового зазора. Для нагнетателей природного газа с давлением более 7–8 МПа выбирается тандемное уплотнение. При наличии сероводорода или водорода в составе газа - тандемное с промежуточным лабиринтом.
Этап 2. Материалы для работы в условиях нефтегаза
Рабочая среда нефтегазовых компрессоров предъявляет особые требования к материалам СГДУ. Природный газ содержит примеси сероводорода, углекислого газа, водяного пара и капельной влаги. Эти компоненты агрессивны по отношению к ряду материалов. Неправильный выбор материала ведёт к ускоренной коррозии деталей и преждевременному выходу уплотнения из строя.Применяемые материалы для СГДУ в нефтегазовой промышленности:
| Деталь | Стандартные условия | Агрессивные среды (H?S, CO?, H?) |
|---|---|---|
| Седло | Карбид кремния (SiC) | Карбид кремния, карбид вольфрама (WC) |
| Торец | Графит с антифрикционными пропитками | Графит со специальными пропитками, стойкими к H?S |
| Корпус и втулки | Нержавеющая сталь 316L | Суперсплавы на основе никеля, дуплексные стали |
| Уплотнительные кольца | Витон (FKM), PTFE | FFKM (перфторэластомер) для водорода и H?S |
| Пружины | Нержавеющая сталь | Сплавы Hastelloy, Inconel для коррозионных сред |
Карбид кремния химически инертен к природному газу, сероводороду и углекислому газу. Это делает его оптимальным материалом для седла в условиях нефтегаза. Для особо агрессивных сред с высоким содержанием водорода применяется карбид вольфрама - он обладает более высокой плотностью и меньшей водородной проницаемостью.
Этап 3. Механообработка прецизионных деталей
Механообработка деталей СГДУ выполняется на токарных и фрезерных центрах с ЧПУ. Точность обработки задаётся программой ЧПУ и обеспечивается стабильностью станочного парка. Карбид кремния обрабатывается алмазным инструментом - только он обеспечивает требуемое качество поверхности без микротрещин в структуре материала.Рабочие поверхности седла и торца после первичной шлифовки имеют шероховатость Ra 0,2–0,4 мкм и неплоскостность в несколько микрон. Это только промежуточное состояние - финишную точность обеспечивает последующая притирка. Все детали проходят промежуточный измерительный контроль на КИМ после каждой операции обработки.Операции механообработки при изготовлении СГДУ:
- черновое и получистовое точение заготовок с припуском;
- фрезерование посадочных мест, пазов, резьбовых соединений;
- обработка канавок под вторичные уплотнительные кольца;
- шлифовка рабочих поверхностей седла и торца;
- промежуточный контроль размеров и геометрии на КИМ.
Послею полировку поверхности между канавками до ше
Этап 5. Притирка торцовых пар до микронной плоскостности
Прецизионная притирка обеспечивает финишную точность рабочих поверхностей уплотнительной пары. После притирки неплоскостность торцовых поверхностей не превышает 1 мкм по всей площади. Шероховатость составляет Ra 0,05–0,1 мкм. Только при таких параметрах возможна стабильная бесконтактная работа пары в диапазоне рабочих режимов нефтегазового компрессора.
Притирка седла из карбида кремния выполняется алмазными пастами. Притирка торца из графита - мягкими абразивными суспензиями оксида алюминия или оксида церия. После каждого цикла притирки выполняется контроль на интерферометре. Интерференционные полосы показывают отклонения от плоскостности. Цикл повторяется до достижения нормы менее 1 мкм. Затем детали проходят ультразвуковую очистку от остатков абразива.
Этап 6. Балансировка для высокоскоростных компрессоров
Нефтегазовые компрессоры работают при высоких скоростях вращения - от 3 000 до 50 000 об/мин в зависимости от типа машины. При таких скоростях даже малый остаточный дисбаланс вращающихся деталей СГДУ вызывает значительные вибрации. Вибрации нарушают равномерность газового зазора, приводят к контакту торцовых поверхностей и ускоренному износу уплотнительной пары.Балансировка выполняется на специализированных стендах. Деталь разгоняется до рабочей частоты вращения. Датчики измеряют амплитуду и фазу дисбаланса. По результатам определяются места и величина корректировочных масс. Процедура повторяется до достижения нормы остаточного дисбаланса. Для компрессоров с частотой вращения более 20 000 об/мин балансировка выполняется с особой тщательностью - допустимые значения остаточного дисбаланса в этом диапазоне составляют единицы г·мм.
Этап 7. Сборка в чистых условиях
Сборка СГДУ выполняется в чистых помещениях с классом чистоты воздуха не ниже ISO 7. Перед сборкой все детали проходят ультразвуковую очистку. Персонал работает в перчатках и защитной одежде. Инструмент обезжирен. Любая частица, попавшая в газовый зазор между торцовыми поверхностями при сборке, способна закупорить газодинамические канавки и вывести узел из строя при первом пуске.При сборке контролируется соосность седла и торца относительно оси вала, осевое перемещение торца под действием пружин, отсутствие заеданий и перекосов. Монтируются вторичные уплотнительные кольца из витона или PTFE, центрирующие пружины и фиксаторы от проворота. После завершения сборки узел передаётся на стендовые испытания.
Этап 8. Стендовые испытания по требованиям API 617

Стендовые параметрические испытания - обязательное требование стандарта API 617 для СГДУ, применяемых в нефтегазовой промышленности. На стенде воспроизводятся рабочее давление буферного газа, частота вращения вала и режимы пуска и остановки компрессора.
Программа стендовых испытаний включает:
- статическую опрессовку уплотнения давлением буферного газа;
- пуск и разгон до рабочей частоты вращения;
- работу на номинальных и максимальных рабочих режимах;
- контроль утечек газа через первую и вторую ступень уплотнения;
- останов и повторный пуск для оценки поведения торцовой пары;
- измерение вибраций подшипниковых узлов и опор.
По итогам испытаний оформляется протокол с графиками давления, расхода газа и температур. Параметры утечек сравниваются с допустимыми значениями по API 617. Превышение нормы - основание для разборки, дефектовки и повторной сборки узла. Только успешное прохождение полной программы испытаний является основанием для отгрузки СГДУ заказчику.
Важно! Стандарт API 617 требует проведения разгонных испытаний на 20% выше максимальной рабочей частоты вращения. Это подтверждает механическую прочность вращающихся деталей и отсутствие внутренних дефектов в материале седла.
Этап 9. Неразрушающий контроль и документация
Неразрушающий контроль проводится на разных стадиях изготовления и обязательно - перед финальной приёмкой. Для нефтегазовой промышленности применяется расширенный объём НК по сравнению со стандартным производством.Применяемые методы неразрушающего контроля:
- Ультразвуковая дефектоскопия - внутренние трещины и расслоения в стальных деталях корпуса и втулок;
- Капиллярная дефектоскопия - поверхностные трещины и микроповреждения на рабочих поверхностях седла и торца;
- Разгонные испытания седла - выявление скрытых внутренних дефектов карбида кремния при центробежных нагрузках;
- Визуальный контроль - качество притирки, отсутствие царапин и загрязнений.
Финальный измерительный контроль проверяет соответствие всех размеров и допусков конструкторской документации. По результатам оформляется полный комплект выпускной документации, включая паспорт изделия, протоколы испытаний и НК, сертификаты на материалы и руководство по монтажу. Узел упаковывается в вакуумный пакет и герметичную тару и передаётся заказчику.
Изготовление и жизненный цикл СГДУ
Качество изготовления определяет весь жизненный цикл СГДУ - от монтажа на компрессор до вывода из эксплуатации. Правильно спроектированные и изготовленные уплотнения работают без аварий несколько лет. Межремонтный период для нефтегазовых компрессоров составляет обычно 3–5 лет непрерывной работы.Основные факторы, влияющие на ресурс СГДУ в нефтегазе:
- чистота буферного газа - загрязнения закупоривают газодинамические канавки;
- стабильность давления и расхода буферного газа в системе подготовки;
- частота пусков и остановов компрессора - каждый пуск даёт кратковременный контакт торцовых поверхностей;
- отсутствие попадания масла из подшипниковых узлов в зону уплотнения;
- соблюдение регламента технического обслуживания системы подготовки газа.
При выходе СГДУ из строя выполняется ревизия, дефектовка и ремонт с восстановлением рабочих поверхностей: повторная притирка, замена изношенных деталей, балансировка и стендовые испытания. Правильно выполненный ремонт восстанавливает все параметры уплотнения и возвращает его в эксплуатацию.
Часто задаваемые вопросы
- Какое давление выдерживают СГДУ для нефтегазовой промышленности?
- Современные сухие газодинамические уплотнения рассчитываются на рабочее давление уплотняемой среды до 25 МПа. Конкретное значение определяется на этапе проектирования под параметры конкретного компрессора и фиксируется в паспорте изделия.
- Почему для нагнетателей природного газа применяется тандемное СГДУ?
- Тандемное уплотнение обеспечивает двойную защиту. Первая ступень принимает основной перепад давления. Вторая - резервная. При повреждении первой ступени компрессор продолжает работать до планового останова. Это критично для газотранспортных предприятий, где аварийная остановка нагнетателя недопустима.
- Как проверяется герметичность СГДУ перед отгрузкой?
- На стендовых параметрических испытаниях измеряются утечки газа через уплотнение при рабочем давлении и частоте вращения. Результаты сравниваются с нормами API 617. Кроме того, выполняется статическая опрессовка давлением буферного газа для проверки герметичности вторичных уплотнительных элементов.
- Можно ли применять СГДУ в среде сероводорода?
- Да, при правильном выборе материалов. Для сред с высоким содержанием сероводорода применяются специальные марки карбида кремния, графита со стойкими пропитками и эластомеры из перфторкаучука (FFKM). Корпусные детали изготавливаются из коррозионностойких сплавов. Конкретный выбор материалов определяется по результатам анализа состава рабочей среды.
